vacuum gas quenching furnace nga pinahigda nga adunay usa ka lawak




Unsa ang vacuum gas quenching
Ang vacuum gas quenching mao ang proseso sa pagpainit sa workpiece ubos sa vacuum, ug dayon pagpabugnaw niini dayon sa cooling gas nga adunay taas nga presyur ug taas nga flow rate, aron mapaayo ang katig-a sa nawong sa workpiece.
Kon itandi sa ordinaryo nga gas quenching, oil quenching ug salt bath quenching, ang vacuum high-pressure gas quenching adunay klaro nga mga bentaha: maayong kalidad sa nawong, walay oksihenasyon ug walay carburization; Maayong pagkaparehas sa quenching ug gamay nga deformation sa workpiece; Maayong pagkontrol sa kusog sa quenching ug kontrolado nga rate sa pagpabugnaw; Taas nga produktibidad, makaluwas sa trabaho sa pagpanglimpyo human sa quenching; Walay polusyon sa kalikopan.
Daghang materyales ang angay para sa vacuum high-pressure gas quenching, kasagaran naglakip sa: high-speed steel (sama sa cutting tools, metal molds, dies, gauges, bearings para sa jet engines), tool steel (clock parts, fixtures, presses), die steel, bearing steel, ug uban pa.
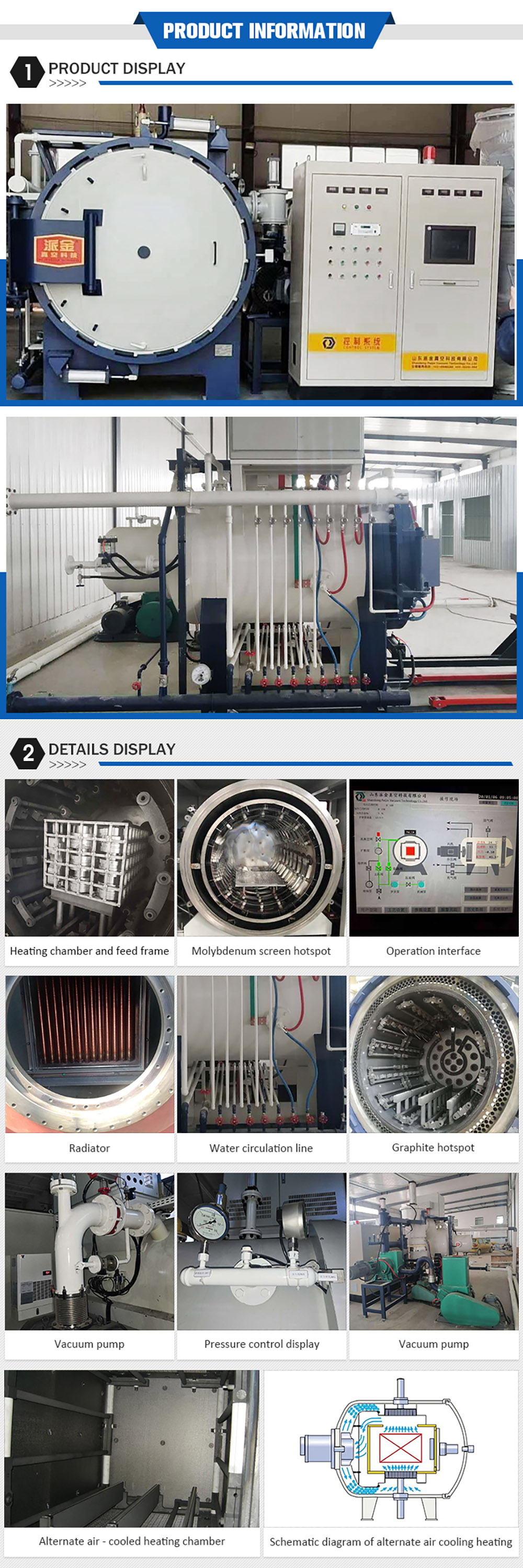
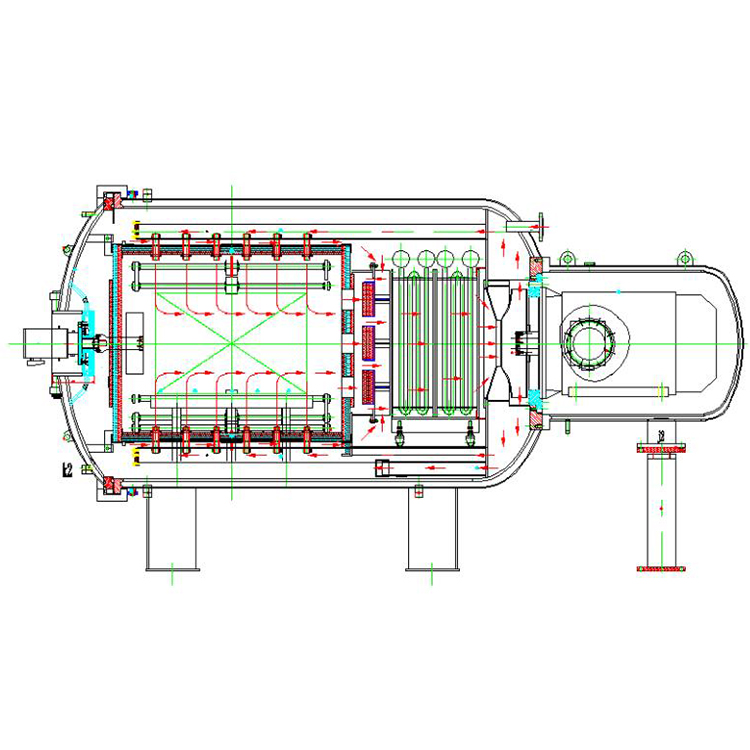
Ang Paijin Vacuum gas quenching furnace usa ka vacuum furnace nga gilangkoban sa furnace body, heating chamber, hot mixing fan, vacuum system, gas filling system, vacuum partial pressure system, electric control system, water cooling system, gas quenching system, pneumatic system, automatic furnace feeding trolley ug power supply system.



Aplikasyon
Paijin Vacuum gas quenching furnaceangay alang sa quenching treatment sa mga materyales sama sa die steel, high-speed steel, stainless steel, ug uban pa; solution treatment sa mga materyales sama sa stainless steel, titanium ug titanium alloy; annealing treatment ug tempering treatment sa lain-laing magnetic materials; ug magamit alang sa vacuum brazing ug vacuum sintering.

Mga Kinaiya
1. Taas nga tulin sa pagpabugnaw:Pinaagi sa paggamit sa high efficiency square heat exchanger, ang cooling rate niini nadugangan og 80%.
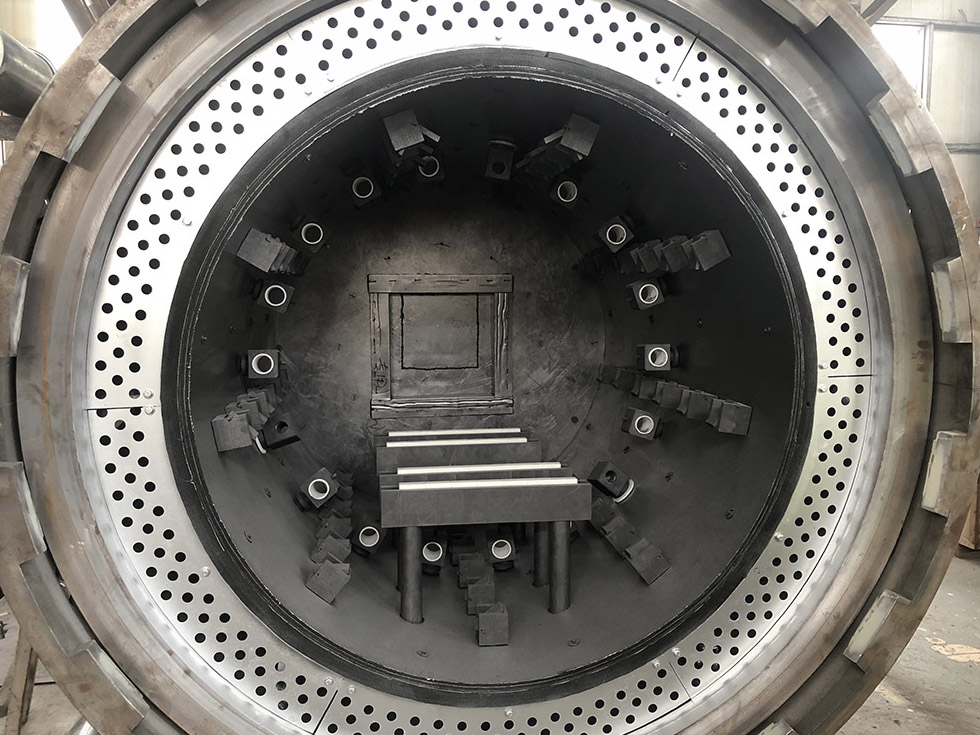
2. Maayo nga pagkaparehas sa pagpabugnaw:Ang mga nozzle sa hangin parehas ug nagkatag nga gibutang sa tibuok palibot sa heating chamber.
3. Taas nga Pagdaginot sa Enerhiya:Ang mga nozzle sa hangin niini awtomatikong mosira panahon sa pagpainit, nga makapamenos sa gasto sa enerhiya niini og 40%.
4. Mas maayong pagkaparehas sa temperatura:ang mga elemento sa pagpainit niini parehas nga gibutang sa palibot sa heating chamber.
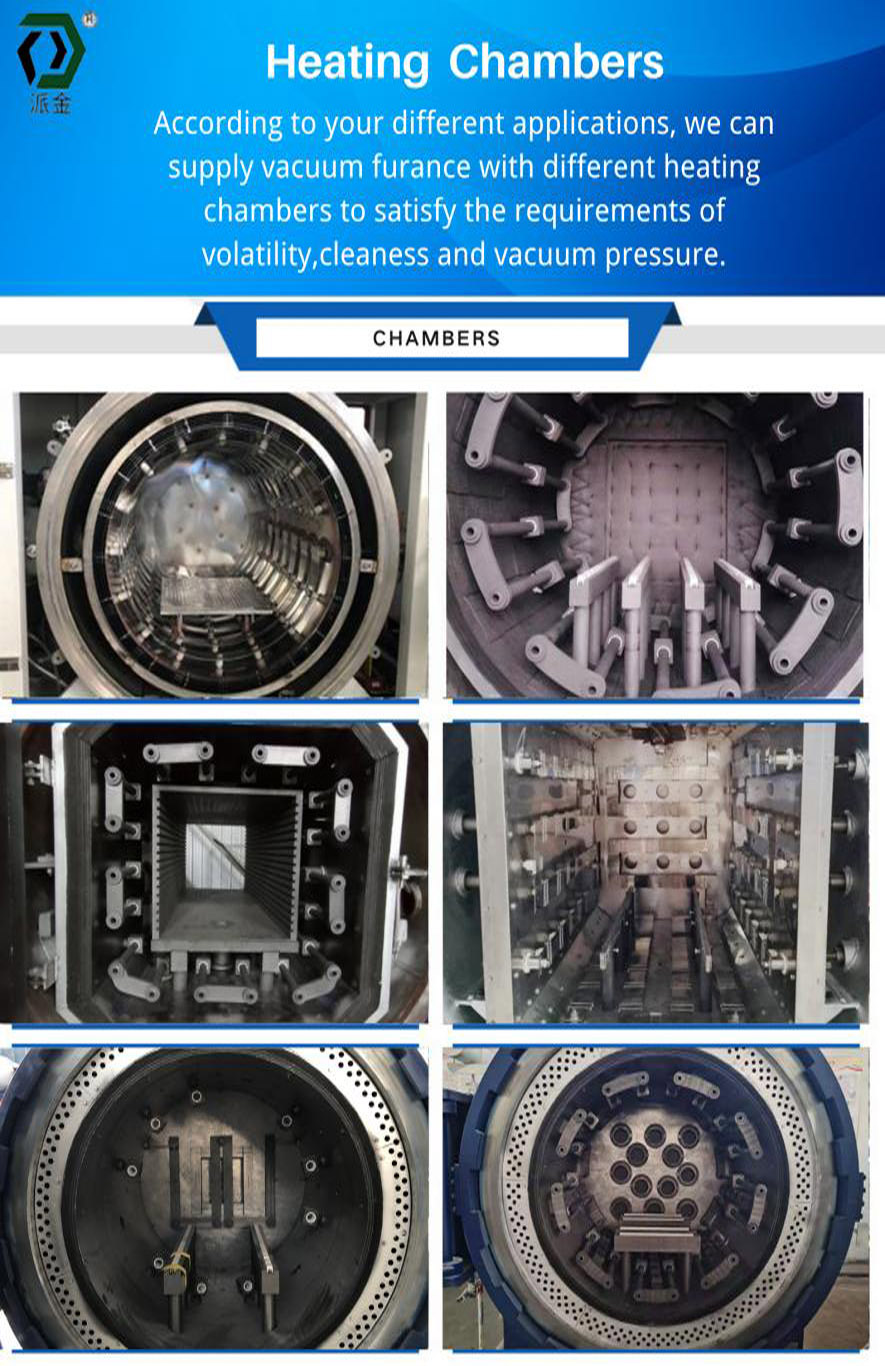
5. Angay alang sa lain-laing mga palibot sa proseso:Ang insulation layer sa heating chamber niini gihimo pinaagi sa composite hard insulating layer o metal insulating screen, nga angay sa lain-laing mga palibot.
6. Maalamon ug sayon para sa process programming, lig-on ug kasaligan nga mekanikal nga aksyon, awtomatiko, semi-awtomatiko o mano-mano nga pag-alarma ug pagpakita sa mga depekto.
7. Gas quenching fan nga kontrolado ang frequency conversion, opsyonal nga convection air heating, opsyonal nga 9 points temperature survey, partial pressure quenching ug isothermal quenching.
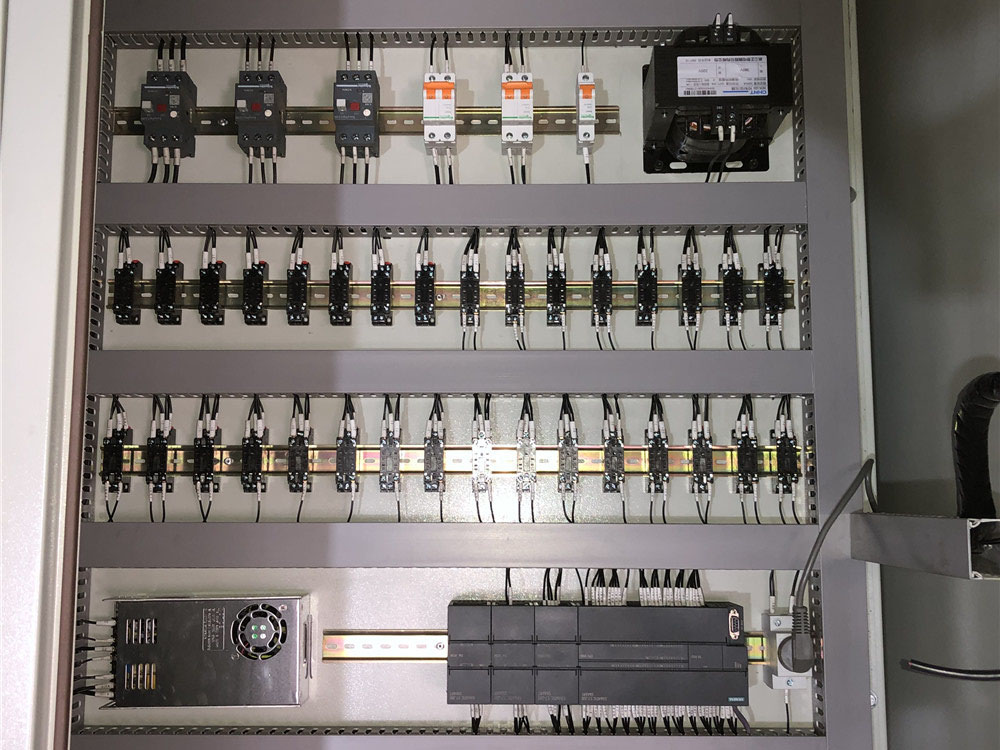
8. Uban sa tibuok nga sistema sa pagkontrol sa AI ug dugang nga manwal nga operating system.
Espesipikasyon ug mga parametro sa sumbanan nga modelo
| Espesipikasyon ug mga parametro sa sumbanan nga modelo | |||||
| Modelo | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Epektibong LWH sa Init nga Sona (mm) | 500*500 * 700 | 600*600 * 900 | 700*700 * 1100 | 800*800 * 1200 | 900*900 * 1600 |
| Timbang sa Karga (kg) | 300 | 500 | 800 | 1200 | 2000 |
| Kinatas-ang Temperatura (℃) | 1350 | ||||
| Katukma sa pagkontrol sa temperatura (℃) | ±1 | ||||
| Pagkaparehas sa temperatura sa hurno (℃) | ±5 | ||||
| Pinakataas nga Degree sa Vacuum (Pa) | 4.0 * E -1 | ||||
| Rate sa pagtaas sa presyur (Pa/H) | ≤ 0.5 | ||||
| Presyon sa pagpalong sa gas (Bar) | 10 | ||||
| Istruktura sa hurno | Pinahigda, usa ka lawak | ||||
| Pamaagi sa pag-abli sa pultahan sa hurnohan | Tipo sa bisagra | ||||
| Mga elemento sa pagpainit | Mga elemento sa pagpainit sa grapiko | ||||
| lawak sa pagpainit | Ang istruktura sa komposisyon sa gahi nga felt sa Grafit ug humok nga felt | ||||
| Tipo sa pag-agos sa gas quenching | Bertikal nga nagpuli-puli nga pag-agos | ||||
| Mga elemento sa PLC ug Elektrisidad | Siemens | ||||
| Tigkontrol sa temperatura | EUROTHERM | ||||
| Bomba sa vacuum | Mekanikal nga bomba ug bomba sa gamot | ||||
| Gipahiangay nga opsyonal nga mga sakup | |||||
| Pinakataas nga temperatura | 600-2800 ℃ | ||||
| Pinakataas nga degree sa temperatura | 6.7 * E -3 Pa | ||||
| Presyon sa pagpalong sa gas | 6-20 Bar | ||||
| Istruktura sa hurno | Pinahigda, Bertikal, single chamber o multi chambers | ||||
| Pamaagi sa pag-abli sa pultahan | Tipo sa bisagra, Tipo sa pag-alsa, Tipo sa patag | ||||
| Mga elemento sa pagpainit | Mga elemento sa pagpainit sa graphite, Mga elemento sa pagpainit sa Mo | ||||
| lawak sa pagpainit | Hinimo gikan sa komposit nga grapayt nga felt, Purong metal nga nagsalamin nga screen | ||||
| Tipo sa pag-agos sa gas quenching | Honrizontal nga nagpulipuli nga pag-agos sa gas; Bertikal nga nagpulipuli nga pag-agos sa gas | ||||
| Mga bomba sa vacuum | Mekanikal nga bomba ug bomba sa gamot; Mekanikal, bomba sa gamot ug bomba sa pagsabwag | ||||
| Mga elemento sa PLC ug Elektrisidad | Siemens;Omron;Mitsubishi;Siemens | ||||
| Tigkontrol sa temperatura | EUROTHERM;SHIMADEN | ||||
Pagkontrol sa kalidad
Kalidad mao ang espiritu sa mga produkto, mao ang yawe nga punto sa pagdesisyon sa usa ka pabrika'Ang kaugmaon ni Paijin. Giisip niya ang kalidad isip labing prayoridad sa among adlaw-adlaw nga trabaho. Aron masiguro ang maayong kalidad sa among mga produkto, gihatagan namo og dakong pagtagad ang 3 ka aspeto.
1. Labing importante: Tawo. Ang tawo mao ang labing importante nga punto sa matag trabaho. Kami adunay kompleto nga mga kurso sa pagbansay alang sa matag bag-ong trabahante, ug kami adunay sistema sa pag-rate aron i-rate ang matag trabahante sa usa ka lebel (junior, middle, high). Ang lainlaing lebel sa mga trabahante gitudlo sa lainlaing mga trabaho nga adunay lainlaing sweldo. Niini nga sistema sa pag-rate, kini'Dili lang ang kahanas, apan lakip usab ang responsibilidad ug sayop, gahum sa ehekutibo, ug uban pa. Niining paagiha, ang mga trabahante sa among pabrika andam nga mobuhat sa ilang labing maayo sa ilang trabaho. Ug hugot nga nagsunod sa mga lagda sa pagdumala sa kalidad.
2. Labing maayong mga materyales ug mga sangkap: Mopalit lang mi sa labing maayong mga materyales sa merkado, nasayod mi nga ang pagdaginot og 1 dolyar sa materyal mokantidad og 1000 dolyares sa katapusan. Ang mga importanteng piyesa sama sa mga electric component ug mga bomba pulos mga produkto nga branded sama sa Siemens, Omron, Eurotherm, Schneider ug uban pa. Alang sa ubang mga piyesa nga gihimo sa China, among gipili ang labing maayong pabrika sa industriya ug gipirmahan ang kontrata sa garantiya sa kalidad sa produkto uban kanila, aron masiguro nga ang matag sangkap sa matag piyesa nga among gigamit sa hurno mao ang labing maayong kalidad nga mga produkto.
3. Hugot nga Pagdumala sa Kalidad: Kami adunay 8 ka mga punto sa pagsusi sa kalidad sa mga proseso sa paghimo sa hurno, ang pagsusi sa matag punto gihimo sa 2 ka mga trabahante ug 1 ka manedyer sa pabrika ang responsable niini. Niini nga mga punto sa pagsusi, ang mga materyales ug mga sangkap, ug ang matag aspeto sa hurno doble nga gisusi aron masiguro ang kalidad niini. Sa katapusan, sa dili pa mobiya ang hurno sa pabrika, kinahanglan kini nga susihon pag-usab pinaagi sa mga eksperimento sa pagtambal sa kainit.